

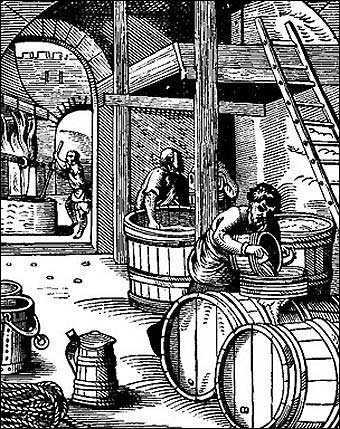
Tonnelier (Cooper). Plate 1 of volume 10 of Denis Diderot L'Encyclopédia (1751). The process of jointing and shaping can be seen in the right foreground. Wooden hoops of hazel and another flexible are holding the barrels together.

Boisselier (White cooper). Plate 1 of volume 2 of Denis Diderot L'Encyclopédia (1751). White coopers made other items not usually associated with a cooper, such as shoes or sabots as pictured in the foreground, military drums, fire bellows, and washtubs

"Sixteen large horses of 4 or 5 years old and not aboue it with long Tailes; fifty thousand red Oake Staues, three thousand foot board fitt for heading, five and Twenty barrells with onyons, five and Twenty pound Shalotes, five thousand pound Virginia Bright leafe tobacco, Twelue ferkins of New Butter, Six barrells of beafe, Six Sett of Truss hoops and 300 Truss hoop nails, one frame of a boat of 25 foot keel, 10 foot wide and 3 1/2 foot deep, without any planke . . ."
The cooper's in Surinam would be using the 50,000 red oak staves, the 30,000 boards fit for heading which are the tops and bottoms of the barrels, the truss hoops and nails.
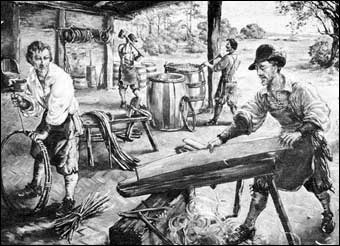
The Jamestown cooper was a busy craftsman. Many barrels, hogsheads, and casks were needed in the colony, and large quantities of barrel staves were made for shipping to England. Painting by Sydney E. King, published in New Discoveries at Jamestown, 1957
Wood was chosen, especially oak because the wood breathes and lets the contents like whiskey and wine mature with age. White oak was the most common wood used for wine barrels. The selection of wood today for the cooper is so important that he works in tandem with the winemaker and considers the location of the forest where the wood is harvested. French oak forests have been carefully tended for over three hundred years, with attention paid to the density of the forests; denser stands tend to yield trees with tighter grain and less porous wood.

Cooper Shop
Tight coopers were the aristocracy of the trade.The tight cooper made casks designed to keep dry goods in and moisture out for a longer storage period. Gunpowder and flour casks are examples of a tight cooper's work. Tight work required oak wood.

Items for sale by Jack Stone or Jack the Cooper, Ephrata who was demonstrating his craft at the Landis Valley Museum, Pennsylvania
During the colonial period, the apprenticeship for new coopers was seven years. The apprentice would learn from the master cooper, sometimes sleeping in the workshop. The apprenticeship at Colonial Williamsburg lasts seven years. Ramona Vogel, journeyman cooper at Colonial Williamsburg and only female member of the Coopers Guild in England use traditional tools for their coopering trade. The tools of the cooper are heavier than tools of other trades. Ramona says that axes have short handles and beefy heads. The metal driver and hammer are short handled and heavy.
Froes and mallets were used for riving the tree trunk. This was the beginning process of creating a cask where flat boards of approximate length would be cut and shaped into staves from the crosscutting section of a tree trunk. The hardest part of the tree trunk which is between the core and the outer layers would be used.

Jack the Cooper working on a shaving horse using a backing knife
Then both the long edges of the board would be tapered slightly towards the ends. by pulling the stave edges across the blade of a fixed jointer five feet long. It was set sloping and blade up on legs, Jack Stone or Jack the Cooper of Ephrata has his cooper jointer mounted flat with the blade up. The initial angle tapering of the edges using a side or broad axe was called listing. Then the boards would be run through the cooper's jointer until the staves would fight tightly together. A spokeskave could also be used in this process.

Jack the Cooper using a hollowing knife on a stave
Making the cask malleable required a heating process called trussing in which a metal cresset filled with pieces of wood is placed in the center of a cask with the bottom head out and lit on fire. A heavy iron truss hoop would be pushed down over the cask with a cooper's adze. This gave a tighter fit than just using the hands. The cooper used a windlass with hemp rope to pull the staves together so that a truss hoop could be forced down over the ends. The cask was then flipped and heated evenly. An experienced cooper could tell from the color of the smoke and the sheen of the wood when the staves were ready to bend. Another heating treating process called pomping was used to help the cask retain its shape. Once the cask was dry and set, it was called a gun.

Jack the Cooper explaining his work to children at Landis Valley Museum
Then it was time to cut the croze or grooves into the staves to accept the circular heads. This was accomplished with a croze plane It would cut a "V" channel on the inside of the cask to accommodate the heads. Prior to cutting the heads, the cooper would take measurements with diagonals to achieve the proper capacity of the cask.
The circular heads would then be cut with the help of a compass to determine the size necessary to fit in the croze. If the head needed to be larger than one board, boards would be fastened together using dowel pins on the edges and flagging or rush was inserted between each board to act as sealing material. A double bevel known as a basle would be shaved into the edge of the heads.

The croze tool used for cutting grooves on the inside of the cask
In order to install the heads the staves would be stood upright held together with the truss hoops. The bottom truss hoop would be loosened slightly. while the head which did not have the bunghole would be placed in the center of the staves close to the croze. It would then be tapped lightly into the bottom croze from inside the cask. Then the top truss hoop would be loosened slightly. The head with the bunghole would also be placed into the center of the staves. Using a heading device tool placed inside the bunghole, the cooper would pull up on the head until it is seated into the croze of the staves. The top truss would then be tightened.

Jack the Cooper explaining the the making of a wood hoop. This process alone can take five hours to accomplish
Coopers also make the hoops that fit around the cask. Prior to 1800, hoops were strips split out of hickory or chestnut. The strips were notched near both ends so they could be interlocked. Jack the Cooper said that this process can take as much as five hours to complete. After 1800, large coils of wrought iron were purchased to use on this process on wet barrels. The hoops could then be riveted together.
If you are interested in learning the cooper trade, there are schools that will provide the training. One of them is John C. Campbell Folk School in North Carolina. White coopering will be taught by Will Hines May 29-June 4 of this year. This class will be for both beginners and advanced students. Jack the Cooper received his training at this school. But of course the art of coopering will take years to become proficient. There is an informative video to watch on The Village Carpenter's blog. Please check them out.

The part of the barrel are identified
| Pin | 4.5 gallons |
| Blood Tub | 7.5 gallons |
| Firkin | 9 gallons |
| Kilderkin | 18 gallons |
| Barrel | 36 gallons |
| Hogshead | 54 gallons |
| Puncheon | 72 gallons |
| Butt | 108 gallons |
| Pipe | 108-116 gallons |
Source: Text and Research by Bryan Wright


